What Makes a Rifle Barrel Accurate?
January 23, 2015 1:31 amBarrels that we’ve manufactured have set a number of World Records and won many National Championships in many types of shooting sports. So, why is one barrel more accurate than another? In this article I’ll make some comments and observations about what we’ve found produces a top barrel.

It is capable of outstanding accuracy. The barrel is a 6 PPC 13 twist 3-groove.
There are some obvious mechanical attributes that a barrel should possess if it is going to be a “tack-driver”. These include the straightness of the hole, uniformity of the rifling geometry, and the twist rate. If the width of the lands or the depth of the grooves varies, that barrel is never going to shoot accurately. Likewise, if the interior finish of the barrel is poor then the barrel lacks the end-to-end uniformity required of an accurate barrel. A rough finish will also foul badly, causing accuracy trouble. And along with surface finish, the direction of the finish is very important too. Ideally the “lay” of the finish will be parallel to the bullet travel. If there are reamer marks left inside the barrel on the tops of the lands they will be perpendicular to the bullet travel and tend to foul.
Along with the above, it is also imperative that the barrel is chambered, threaded and fit to the action, and crowned by a competent gunsmith. A poor fitting and chambering job can force the best barrel to shoot under its potential. I’ve also seen the throat area of barrels polished with horizontal marks left from a chamber polishing that got too deep. It is unnecessary to polish a chamber beyond the shoulder. The lack of a shoulder makes it easier to get too deep with rimfire chambers.
One of the most important pieces to the puzzle is a straight and uniform throat that is concentric to the bore. The bullet must get started into the rifling straight. If it doesn’t; it will become somewhat deformed and will not be centered in the barrel. Upon exiting the muzzle it becomes free to rotate around its new center-of-gravity, departing from the centerline of the barrel. In effect it will make a corkscrew-type path around the barrel centerline.
Gunsmiths like to argue. One of their favorite topics concerns the best method for chambering a barrel: holding the barrel through the headstock of the lathe, or running it in a steady rest. I’ve used both methods and don’t think either one is better than the other. The important factor is getting the barrel to run true in the lathe. The chamber is then cut true to the bore, allowing the throat to be cut uniformly with the bore and grooves. And it also means the case head will contact the bolt face evenly. If the contact is uneven, then an undesirable vibration can be set up in the entire rifle, causing inaccuracy. Often this shows up as vertical stringing in a group. The same situation can develop with poor bolt lug engagement against the action. A crooked barrel can prevent a chambering reamer from cutting an accurate throat.
The diameter of a throat should not be more than .0005″ over the nominal bullet diameter for cartridges of .338″ or smaller. This is the freebore section. If it is too large the bullet can start to wobble in the throat before it becomes fully engaged in the rifling. And again, accuracy will deteriorate. And nearly as important, the throat angle should be a close match for the bullets being used. For most 7 caliber tangent ogive bullets this is an angle of about 1.5 degrees per side. We have another article on this subject. Throat angles.
As mentioned above, a uniform twist rate is also crucial, so is matching the proper twist rate for the bullets to be used. Ideally a barrel would have a twist with no variation. If the twist rate decreases, accuracy will suffer, but a slight increase in twist is not detrimental. The explanation for this is fairly simple. If we look at a recovered bullet we’ll notice that the rifling cuts a partial helix in the bearing surface of the bullet for each land. The helix is on an angle matched by the twist in the barrel. If the twist rate decreased, the angle of this helix would decrease also, and would effectively cut a wider groove into the bullet. This condition is undesirable because the bullet could then yaw while still inside the barrel. It would lack the full support of the barrel, especially on the driving side of the land. The yaw would be demonstrated by poor grouping on a target once it was released from the barrel.
Conversely, an increase in rifling pitch would tighten the angle. While this is no better than a constant twist on the bullet, it is certainly better than a decrease in twist, as we first discussed. And as we mentioned, the rate of twist must be matched to the bullet. This subject is covered in some of our other articles.
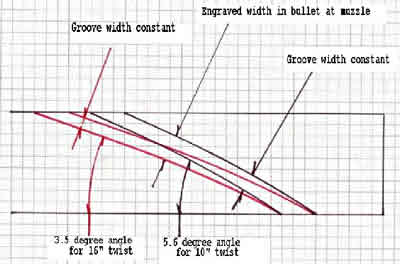
The above drawing is a somewhat crude attempt to demonstrate the decrease in rifling pitch mentioned in the above paragraph. Imagine the above drawing to be the bearing surface of a bullet, with the heel of the bullet on the right. The parallel black lines represent the pitch angle and engraving on a bullet for a .308 caliber 10″ RH twist. The helix angle for this combination is about 5.6 degrees. The red lines represent the angle for 16″ twist, a helix angle of about 3.5 degrees. If the pitch angle decreases, as it would if the twist rate slowed down, the width of the engraved grooves on the bullet would have to become wider. In a right hand twist barrel, the right hand side of the lands (looking from the chamber end) is the driving side. If the angle decreases, as it would if the twist decreases, the groove width on the bullet widens and the left side of the lands try to become the driving side. If the twist rate increases or remains constant, the right hand side of the rifling is always the driving side.
In this drawing the angles are exaggerated to help show our point. And it also shows just one single groove being engraved into the bullet rather than the normal 6 grooves. The helix angle for any caliber and twist rate can be easily computed using this formula: Angle = inverse tangent(Pi * bullet dia. / twist rate). The bullet diameter and twist rate are both expressed in inches. Inverse tangent is also shown as Tan^-1 on some calculators or ATN. Pi is the constant; 3.1416.
A rough or burred crown will cause big problems, too. It could cause the bullet to yaw upon exiting the barrel, as well as strip jacket material from the bullet.
We’ve highlighted the obvious features an accurate barrel should have above. But there are some others that might not seem as clear-cut or be a surprise by their lack of importance – from my point-of-view.
Some may wonder why I left bore and groove diameters out of the first part of this article. Mainly because I don’t feel that there is an exact size that a barrel must be for a nominal caliber. For example, a .30 caliber barrel does not have to have a groove diameter of exactly .30800″ to be super accurate. While we do hold close tolerances on groove diameters (within about .0003″) that actual diameter is not as important as the unifomity end-to-end. Actual bore diameter is less important than groove diameter too, but uniformity is still a necessity.
Jacketed lead-core bullets and waxed lead bullets in a .22 rimfire are actually quite soft. Under the pressures of firing and initial engagement into the throat, the bullet is either squeezed down in size to conform to the barrel diameters or is obturated up in size to fill the barrel. A variation of several ten thousands in size between the bullet and barrel in either direction does not seem to have any meaningful effect on accuracy. But, as we mentioned, once the bullet conforms to the barrel size, it is very important that the barrel does not change size. This is especially true of an increase in internal barrel diameters as the bullet travels towards the muzzle. This situation is similar to the decreasing twist rate we already talked about. And a decrease in diameter away from the chamber is akin to a tightening of the twist rate.
Residual stress in a barrel is another possible cause of inaccuracy. Stress can be caused by the rifling process, as it is in button rifling (our method), or can exist in the steel bar as it was received from the steel mill. We stress relieve our barrels with elevated temperatures. As discussed elsewhere (FAQ) we have not found that the deep cyrogenic process is very effective at removing stress in the steels commonly used in rifle barrel manufacture.
Stress in steel will tend to come out when the steel is either heated or machined. The heating of a barrel through firing it is often enough to allow some stress movement to occur. In effect what happens is the barrel warps and is no longer “looking” where we thought it was. The bullets don’t hit the target where they were intended. If a bar of steel is machined while it contains stress, it will move. This can be noticed in an increase in bore and groove diameters as the outside diameter is reduced. This can mean an increase of these diameters as a barrel is contoured smaller in diameter towards the muzzle. Or an enlargement in the internal dimensions under the flutes of a fluted barrel.
All of the steel used in the manufacture of our barrels is stress relieved by the steel mill as their last operation and again following the rifling operation in a vacuum furnace. In both cases this stress relieving is done through the application of heat.
Rifle barrels made using the hammer forge process contain a tremendous amount of stress. This explains why some barrels on mass-produced factory rifles will walk their shots as those barrels heat from firing.
In another article on barrel stiffness, we outlined the mechanics and math behind barrel rigidity. The simplified version of that article is that a barrel too long for its diameter is not rigid. It can be whippy and accuracy will not be at its best. Generally speaking, a short and fat barrel is more accurate.
Some cartridges are inherently more accurate than others. Very few benchrest shooters would deny that the 6PPC or variations of the same cartridge in .224 caliber are the most accurate rounds ever developed for shooting out to 200 and 300 yards. The flip side is that some cartridges are not as accurate.
It seems as though some experienced shooters and gunsmiths tend to place too much emphasis on one single characteristic of barrel as it relates to accuracy. For example, some gunsmiths look at not much more than how straight a barrel is in evaluating its potential before chambering it. Others look at internal finish or bore diameter. We had experience with one customer that paid a business that checked twist rate deviation to examine all of his barrels.
In our opinion this is putting the blinders on, a case of being myopic. All of these properties are important and a serious problem with any single one of them could cause accuracy trouble. But the point is they’re all important. To sum up the critical factors we’ve mentioned, they include: a straight hole of uniform diameter and correct size for the intended caliber; a smooth and uniform surface finish that lays parallel to the rifling; a uniform rifling pitch; stress-free steel; adequate stiffness for the type of shooting it will be used for; and a first-rate installation job with special attention paid to the throat. An accurate barrel is the result of a happy marriage of all of these.