These barrels are a true match-grade barrel, we only have one grade for all of our barrels, our best. All of these barrels are made from 1″ diameter 416 alloy rifle-barrel-quality stainless steel. Every barrel is drilled, reamed and rifled in our shop followed by a stress relieving heat treatment operation. They are then hand- lapped for a superior internal finish and diameter uniformity.
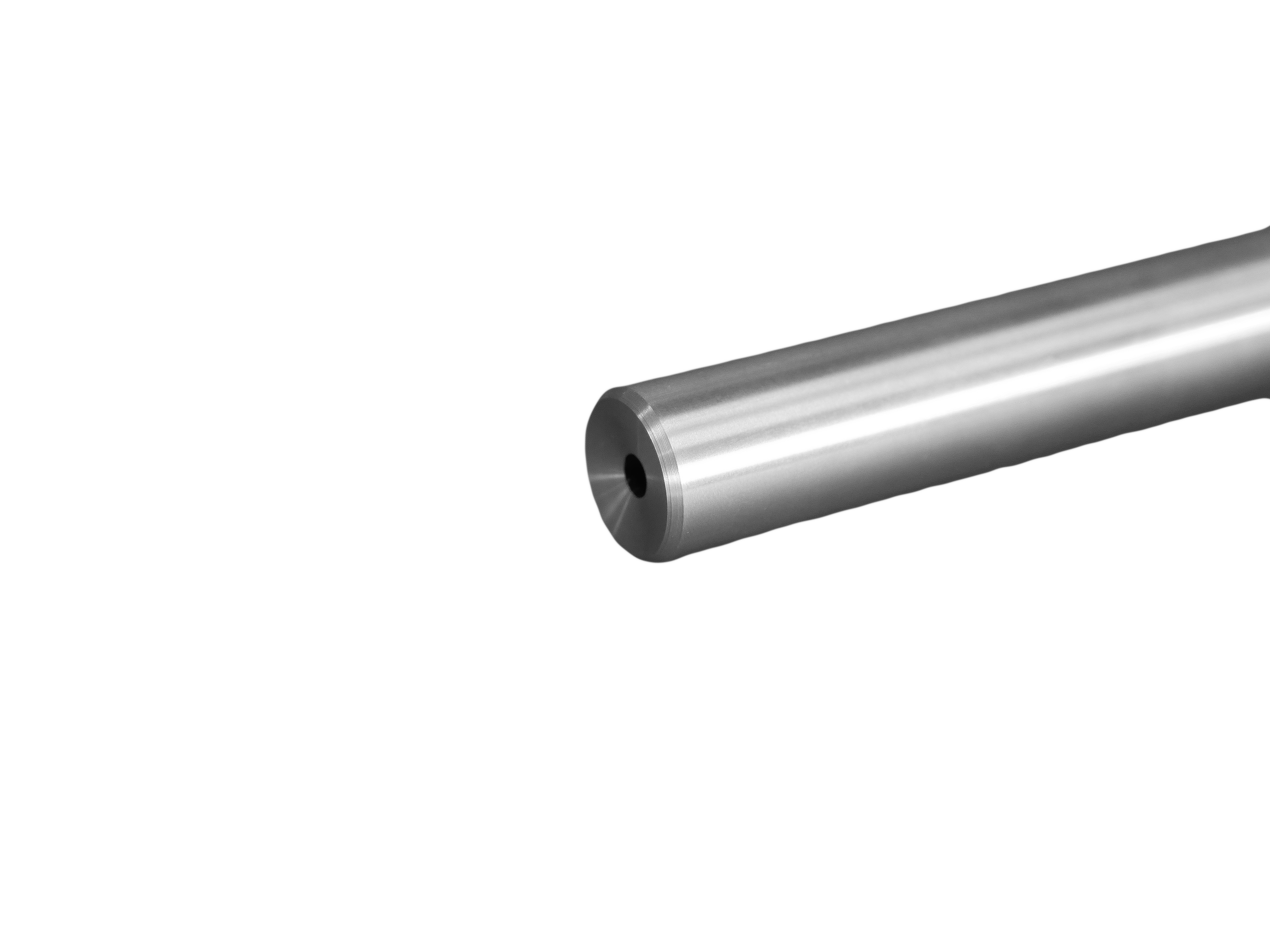
.900″ diameter straight cylinder with no taper. Made from 4-groove blanks and chambered with our match reamer. The weight is 3 pounds 6 ounces (54 ounces) in .22 LR caliber and 21″ length.
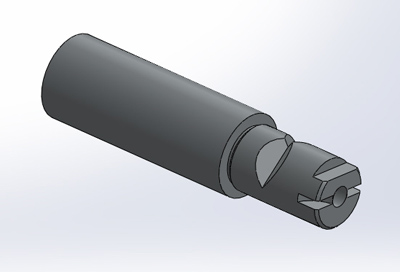
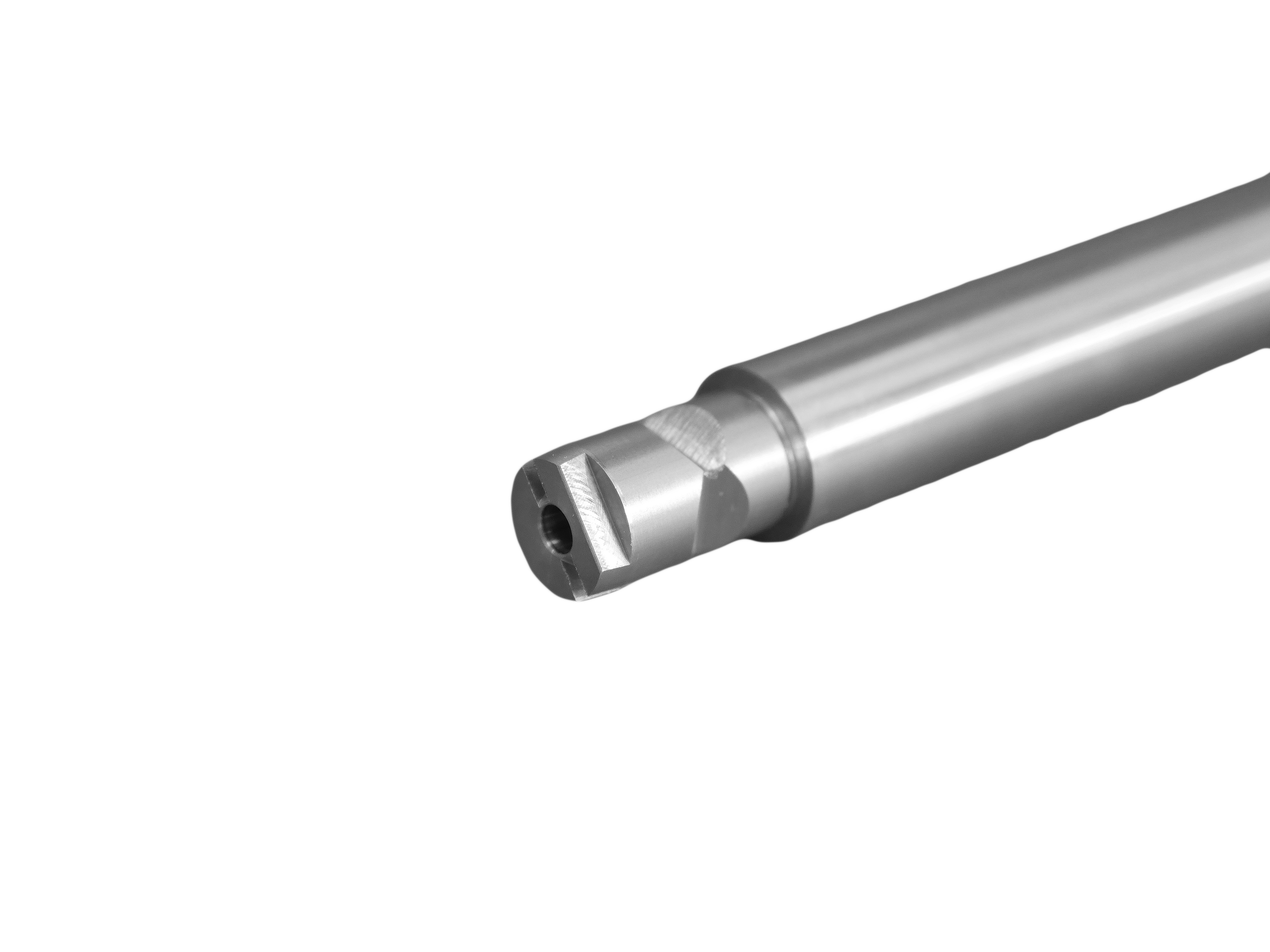
Varmint taper. It is .900″ diameter for 3″ and then a straight taper down to .630″ diameter at 21″. This taper is also listed as RF 122 on our special rimfire contour listing. These barrels are made from our 4-groove tight-bore blanks and chambered with a special match-chamber made by PTG and referred to by them as a Lilja match reamer. Weight is 2 pounds 8 ounces (40 ounces) in .22 caliber and 21″ length. This profile barrel slips into the stock of our shop test-rifle without any barrel channel modification and fills it up with a much cleaner look than the original sporter profile furnished with the rifle. This is the varmint barrel shown in the image above. With these drop-in barrels we then turn the shank end of the barrel to the proper dimensions and cut a match chamber.
The barrel is then cut to final length and crowned with an 11 degree target-type crown. Each barrel is then polished to a 600 grit exterior finish and then our name and the cartridge designation is engraved on the barrel. And lastly the finished barrel receives a final inspection and is sealed in a 6 mil poly tube and placed on the shelf.
One of our CNC lathes that does the turning work on the chamber end of the barrel and cuts the chamber.
Drop-in barrels do not require any special gunsmithing. Directions for installing the barrel are furnished with each barrel. These instructions can also be found directly below.]
Installation Instructions
To remove original barrel:
1. Loosen the two angled metric set screws in the bottom of the receiver ring using a 3mm Allen wrench.
2. The original barrel will then pull straight out of the receiver.
To install new barrel:
1. Slide the new barrel into receiver being careful to align the flat at 6:00 on the barrel with the notch in the receiver.
2. Tighten the two angled set screws. This pulls the barrel into the receiver and also sets the headspace. Recommended torque is 35-40 inch pounds.
Note: We turn the barrel shanks slightly larger than the original CZ dimension on this diameter. We’ve seen a couple of receivers that had a slight burr where the angled tapped holes break out into the receiver bore. This little burr prevented the barrel from sliding into the receiver with our close fit shank. So if you find the barrel difficult to slide in place initially, check for these burrs.
The receiver stock screws are a T-27 Torx head.
We offer a .043″ Go Gauge made by Pacific Precision.